Фрезерные станки
Фрезерная обработка заготовок из металла, получившая в народе название фрезерование, представляет собой один из основополагающих процессов в сфере обработки металлов. Все области машиностроения связаны с фрезерованием также тесно, как и с другими видами металлообработки. Как процесс, фрезерование представляет собой непосредственно резание металла специальным инструментом (фрезой), который совершает вращательное движение. При этом сама заготовка движется согласно прямо- или криволинейной траектории поступательно. Детали, получаемые на выходе, имеют достаточно сложные конфигурации, такие, которые невозможно произвести каким-либо иным способом на другом оборудовании.
Сам процесс фрезерной обработки металла возник приблизительно в 17-18 вв. в Австрии, при этом, нельзя не принять во внимание, что начальные способы фрезерования были изобретены намного раньше. Первым человеком, запатентовавшим создание универсального фрезерного станка в первой половине 19 века, стал, однако англичанин Эли Уитни. Так началась массовая интеграция универсальных фрезерных станков в мировую промышленность.
Фрезерные станки - классификация
Классификация фрезерного станка такова, что по виду обработки сырья он относится к металлорежущему оборудованию. Основной элемент фрезерного станка являет собой непосредственно фрезу, которая состоит из нескольких режущих лезвий. В процессе обработки фреза вращается, а лезвия снимают слои металла, посредством чего, деталь получается именно такой, какой была предусмотрена на инженерном чертеже. Сам инструмент фиксируется на шпиндель (вал), который получил название фрезерной оправки. Расположение оправки строго горизонтальное или вертикальное, тем не менее, некоторые станки дают возможность располагать вал в наклонной плоскости относительно заготовки. Заготовка и оснастка жестко крепятся на станочный стол, который движется по трем геометрическим осям, он также может образовывать определенный угол с плоскостью обработки. Движение стола возникает посредством механического привода либо же вручную. За подачей стола ведется тщательный контроль, получаемый при помощи прецизионной шкалы лимбов, нанесённой на ходовые винты, при использовании особой оптики.
Фрезерование позволяет изготавливать различные плоские и фасонные поверхности, геометрические тела вращения множественных типов, зубчатые колёса и прочие сложные детали. Сложнейшие же геометрические тела производятся при использовании системы ЧПУ. При этом заготовка автоматически и с более выверенной точностью подается в зону фрезерования. Вращение и повороты стола также автоматизированы, так на выходе получаются детали, требуемой характеристики. Рассмотрев все вышеизложенное, стоит отметить, что в процессе фрезерования огромнейшее значение играет скорость, с которой производится подача заготовки. Фрезерные станки с ЧПУ устанавливают необходимую скорость обработки автоматически.
Успех при обработке заготовок на универсальном фрезерном станке во многом зависим от корректно выполненных вспомогательных манипуляций, суть которых состоит в подготовке к фрезерованию и сопровождение самого процесса обработки. Процесс подготовки и обработки включает несколько действий, как-то: наладка узлов станка, управление фрезой/столом, фиксация или освобождение заготовки/детали, замена фрезы и т.д. Также в список можно добавить управление автоматами контроля размеров. Большая часть вспомогательных действий, на современные фрезерные станки с системой ЧПУ, автоматизирована, это дает право считать подобное оборудование более гибким и совершенным на фоне прочих фрезерных станков.
Процесс фрезерной обработки, в зависимости от различных критериев, подразделяется на несколько видов.
Горизонтальная и вертикальная обработка, обуславливается различным расположением шпинделя и способом фиксации заготовки. В настоящем времени производство активно применяет фрезерное оборудование, способное обеспечить оба направления фрезерования.
Торцовое, концевое и фасонное фрезерование, различаются видом используемой фрезы.
Торцовое фрезерование применяется тогда, когда нужно обработать большие поверхности.
Концевое фрезерование позволяет получать на поверхности обрабатываемой детали разнообразные пазы, например, канавки. Также концевым фрезерованием получают следующие пазы: сквозные; со сторонами более чем на одной поверхности; со сторонами на одной поверхности.
Другой вид фрезерной обработки получил название фасонного, так получаются разнообразные сложные профили, как-то: зубчатые колёса-шестерни, элементы червячных передач и пр.
Самый простой существующий вид фрезы – это дисковая, чьей функцией является примитивное разрезание металлического сырья.
Направление вращения фрезы относительно движущегося стола рождает следующие виды фрезерования: встречное и попутное.
При встречном фрезерование вращается навстречу заготовке, а при попутном – по ходу передвижения заготовки. В первом случае чистота получаемой поверхности ниже, в то время как производительность выше. Во втором все с точностью наоборот: чистота поверхности высока, но при снятии большого слоя металла существует вероятность разрыва заготовки.
В современной промышленности востребованы оба из данных видов фрезерования, при этом, чаще всего, на предварительном этапе применяют встречное фрезерование, в то время как чистовая обработка осуществляется попутным.
Классификация фрезерных станков:
Существует 9 групп, по которым можно классифицировать фрезерные станки, согласно способу обработки. Эти группы в свою очередь подразделяются на 9 подгрупп, характеризующих различные типы фрезерных станков.
Итак, центральной группой выступают вертикальные, универсальные и горизонтальные станки, получившие наибольшее распространение среди промышленников. В нее включены следующие подгруппы:
а) консольные горизонтально-фрезерные станки (оснащены горизонтальным валом и консолью);
б) универсальные (с поворотным столом);
в) фрезерные широкоуниверсальные станки (оснащены доп. фрез. головками);
г) вертикально-фрезерные станки (с вертикальным шпинделем), здесь же консольные;
д) бесконсольные;
е) с передвижным порталом;
ж) инструментальные фрезерные станки широкоуниверсальные ;
з) копировально-фрезерные станки;
и) фрезерные станки непрерывного действия, тут же карусельно-фрезерные, барабанно-фрезерные и пр.
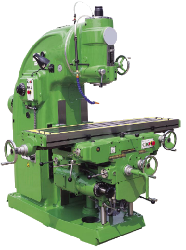
Горизонтально - фрезерные консольные станки
Шпиндель горизонтален и расположен стационарно, в то время как стол движется горизонтально или вертикально перпендикулярно к оси шпинделя или же вдоль нее параллельно ей.
Горизонтально - фрезерный станок
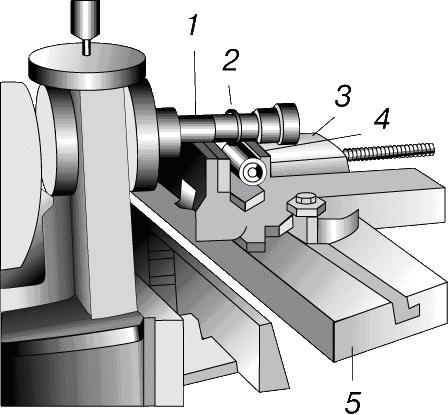
Процесс резания шпоночной канавки на небольшом шпинделе. Рабочий в горизонтальном направлении левой рукой подает стол с закрепленной деталью, правую руку использует при вертикальной подаче. Весь процесс может быть автоматизирован. 1 – оправка; 2 – фреза; 3 – тиски; 4 – деталь; 5 – стол.
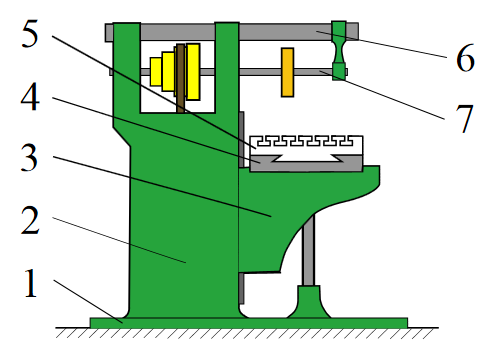
Горизонтально-фрезерный станок (1 — фундаментная плита, 2 — станина, 3 — консоль, 4 — салазки, 5 — стол, 6 — хобот, 7 — оправка с фрезой)
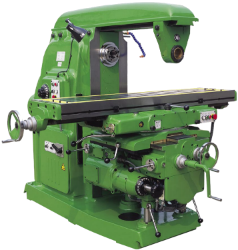
Универсальные фрезерные станки
Все основное отличие от горизонтальных заключается в наличие стола, обладающего возможностью поворачиваться на необходимый для обработки угол и наличие вертикального шпинделя, либо поворотной головы.
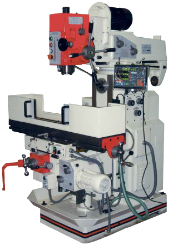
Вертикально фрезерные станки
Шпиндель расположен вертикально, перемещается в вертикальном направлении и даже в некоторых станках может поворачиваться. При этом, стол перемещается как в горизонтальном, так и вертикальном направлениях перпендикулярно к оси шпинделя.
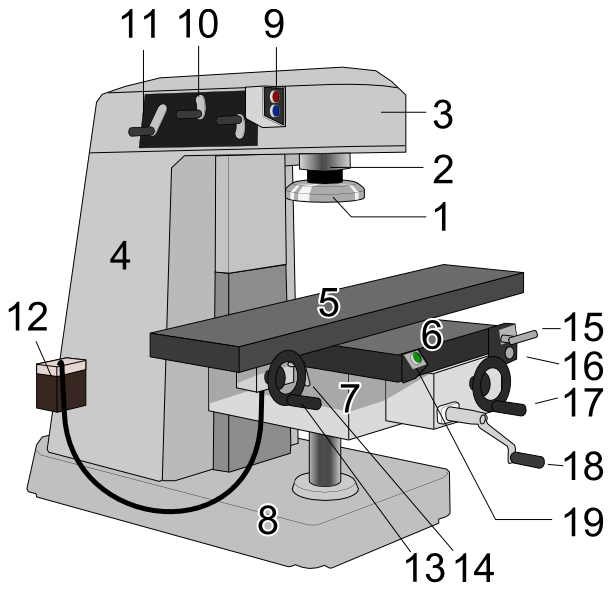
Вертикально-фрезерный станок (1 — фреза, 2 — шпиндель, 3 — хобот, 4 — станина, 5 — стол, 6 — салазки, 7 — консоль, 8 — фундаментная плита, 9 - панель запуска шпинделя, 10 - регулировка передач шпинделя, 11 - регулировка скорости вращения шпинделя, 12 - Подача СОЖ, 13 - Продольное перемещение стола, 14,15,16 - ускоренные перемещения стола, 17 - поперечное перемещение стола)
Широкоуниверсальные фрезерные станки
Дополнительно к основному шпинделю имеют приставную головку со шпинделем, который вращается вокруг вертикальной и горизонтальной осей.
Бесконсольно - фрезерные станки
Станки, оснащенные вертикальным шпинделем, который перемещается вертикально. Стол передвигается только в продольном и поперечном направлениях.
Продольно - фрезерные станки
Стол передвигается лишь в продольном направлении. Шпиндель и шпиндельная бабка могут перемещаться как вертикально, так и поперечно. Некоторые станки оснащены двумя вертикальными и двумя горизонтальными шпинделями при одно- и двухстоечном исполнениях.
Бесконсольно-фрезерные станки
Шпиндель фиксируется вертикально, движение его носит вертикальную направленность. Стол передвигается лишь продольно и поперечно.
Объемно-фрезерные станки
Различают станки прямого и следящею копирования, которое происходит за счет ощупывания модели копировальным пальнем, а также программного управления, работающие одновременно и непрерывно по трем взаимно перпендикулярным координатам. Станки программного управления, которые работают одновременно и непрерывно по трем взаимно перпендикулярным координатам.
Фрезерные станки непрерывного действия
Иначе карусельные станки, которые оснащены вертикально расположенным шпинделем, перемещающимся в вертикальном направлении, и круглым столом, который имеет возможность непрерывно вращаться со скоростью рабочей подачи. Пример: модель 6А23 (диаметр стола 1400 мм).
Шпоночно – фрезерные станки
Оснащены вертикальным шпинделем, совершающим вращательное и в то же время планетарное движение. Радиус планетарного движения меняется согласно заданной ширине шпоночного гнезда. Движение стола возвратно-поступательное в продольном направлении. Производственный цикл автоматизирован. В качестве примера можно привести станки моделей 6Д91, 6Д92.
Фрезерные станки с ЧПУ
Станки с ЧПУ предполагают автоматизированное управление передвижением стола и скоростью шпинделя. Некоторые модели допускают, чтобы именно шпиндель устанавливался на салазках, которые обеспечивают его отдельное передвижение в осевом или вертикальном направлениях. На данном типе станка с ЧПУ можно обрабатывать серии высокоточных трехмерных поверхностей, таких как лопасти воздушных винтов и лопаток турбин.
Копировально-фрезерные станки
Такие станки предназначены для обработки сложных криволинейных поверхностей, таких как пуансоны и матрицы
для штамповки листового металла, форм для литья под давлением и экструдирования. Индикаторный щуп проходит по фигурному профилю копира, а рабочая фреза передает этот профиль обрабатываемой детали.
|